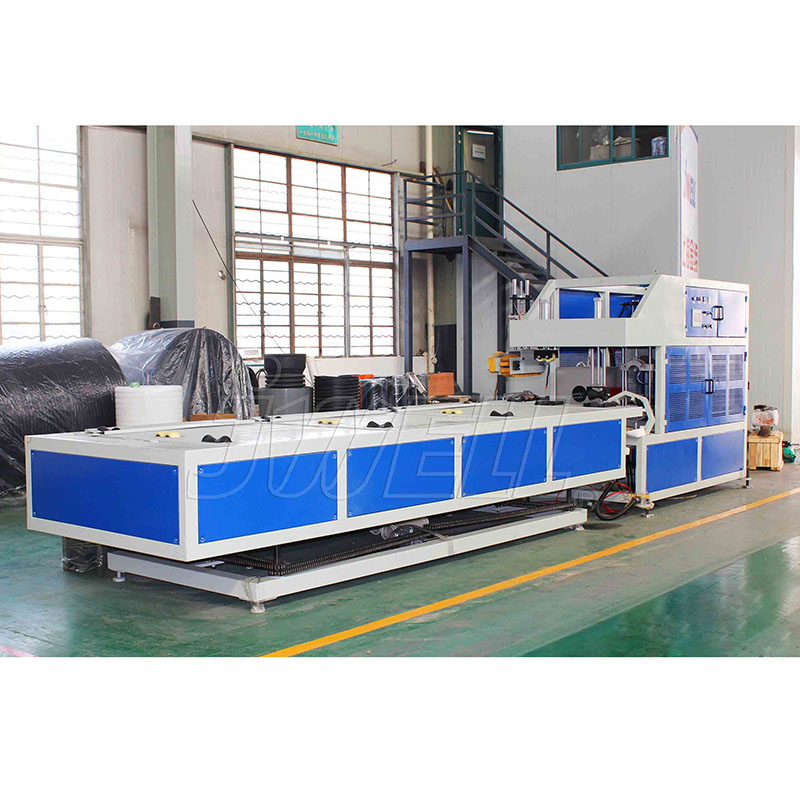
Twin Screw Dyer-free Vented PET Sheet Extrusion Line
PET—Polyethylene terephthalate is a standard resin material in life, divided into APET, RPET, and PETG.
PET features fatigue resistance, friction resistance, good dimensional stability, non-toxic, odorless, weather resistance, and chemical resistance.
PET applications: packaging foods such as fruits and vegetables, electronic packaging products, agricultural seedling trays, etc.
Generally, twin-screw processing of PET requires that the initial moisture content of the raw material be below 3000ppm, and this processing method can obtain a relatively ideal sheet quality.
At present, the Twin Screw Dyer-free Vented PET Sheet Extrusion Line launched by Suzhou Jwell can process flakes with a maximum initial water content of 5000ppm. Furthermore, the viscosity drop is controlled within 0.03 dl/g.
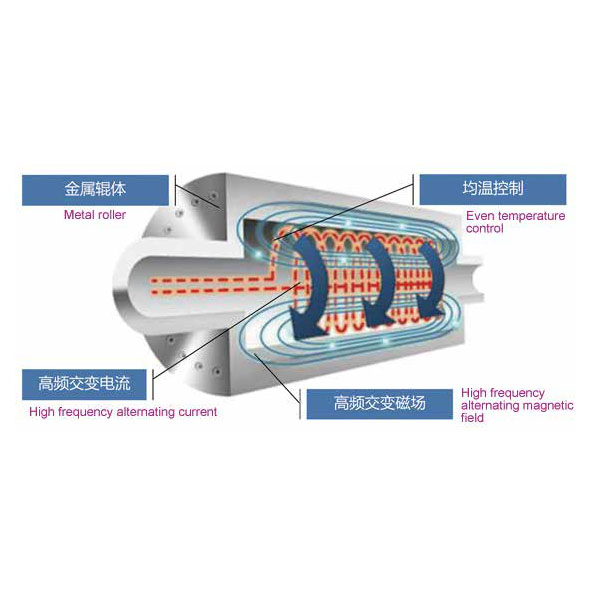
Twin Screw Dyer-Free Vented PET Sheet Extrusion Line Design Principle
1. At present, various exhaust extruders are evacuated after the polymer is melted. Multiple exhaust ports can be set according to the needs, which can always reduce the water content and small molecular components to the desired level. This kind of design is suitable for processing those materials that are not sensitive to water (such as PS, ABS, etc.), but it is not ideal for PET.
Because water has a severe degradation effect on the PET melt, the PET exhaust extruder must have solid exhaust capability. As much water vapor as possible is drawn out of the barrel before the PET is melted, which is significantly different from the conventional design concept of exhaust extruder.
2. The PET melt exhaust must complete in the shortest possible time. Considering that the PET melt is most hydrolyzed in the first 5 minutes, the exhaust operation should not exceed 1 minute.
The longer the exhaust time of conventional materials, the better the exhaust effect, but this does not apply to PET.
3. While taking into account the output, the solid section of the PET exhaust extruder should be as long as possible. The screw groove should be as shallow as possible, which is conducive to the uniform heating of the PET slice and makes more water evaporate from the slice.
4. Under the premise of no feeding, the screw groove of the melt exhaust section should be as shallow as possible to reduce the diffusion path of bubbles in the melt.
At the same time, the viscosity of the PET melt is relatively small, and the bubbles located in it are easier to diffuse, which provides the possibility of rapid devolatilization in a short time.
5. The melting section and melt conveying area of the screw are designed with flexible threads to provide gentle shear for PET melting and giving, realize low-temperature extrusion, and avoid thermal degradation of PET.
According to the above design principles of PET exhaust extruder, Suzhou Jwell independently developed the PET-GWS120 single-screw exhaust extruder, which is dedicated to PET drying-free processing. The production test achieves the expected effect: the final sheet viscosity is reduced between 0.03 -0.05 dl/g, and the output can reach 500kg/h. Furthermore, compared with the conventional dry sheet production line, the electricity cost is reduced by 35%-50% on the original basis.
Twin Screw Dyer-Free Vented PET Sheet Extrusion Line Performance & Advantages
Suzhou JWELL develops the parallel twin screw extrusion line for PET sheet, this line equipped with degassing system, and no need drying and crystallizing unit. The extrusion line has the properties of low energy consumption, a simple production process, and easy maintenance. The segmented screw structure can reduce the viscosity loss of PET resin, the symmetrical and thin-wall calendar roller heighten the cooling effect and improve the capacity and sheet quality. Multi components dosing feeder can control the percentage of virgin material, recycling material, and master batch precisely, the sheet is widely used for the thermoforming packaging industry.

Twin Screw Dyer-Free Vented PET Sheet Extrusion Line Main Technical Parameter
| Model | Main motor power(kw) | Products thickness(mm) | Extruder model | Max extrusion Capacity(kg/h) |
| Multi layer | JW75&36/40-1000 | 0.15-1.5 | 132/15 | 500 |
| Single layer | JW75/40-1000 | 0.15-1.5 | 321 | 450 |
| Highly-efficient | JW95&65/44-1500 | 0.15-1.5 | 250/75 | 800-1000 |
FAQ
● International Commercial Terms(Incoterms): FOB, CFR, CIF, EXW.
● Terms of Payment: LC, T/T.
● Average Lead Time: Peak season lead time: 3-6 months, Off season lead time: 1-3 months.
● Number of Foreign Trading Staff:>50 People.
Yes, We own 5 manufacturing bases and sales center in Shanghai, Suzhou, Changzhou, Zhou Shan, Dongguan China.
Jwell made the first Chinese screw and barrel in 1978 in brand name Jinhailuo. After more than 40 years development.
JWELL is one of the biggest extrusion machine supplier in China with 300design&test engineer, 3000 employees.
Jwell has become the premier supplier of extrusion lines and reliable business partners. Welcome to drop in us.
Our machines taking the European standards and follow the Germany type of business, we cooperation with International famous brands Siemens Schneider Flender Omron ABB WEG Falk Fuji etc. Our company continuously imports over 1000 international first-class high precision processing equipment such as multistage machining centers, CNC lathes and CNC milling machines from Korea, Japan etc. All our processes strictly adhere to CE certification, IS09001 and 2008 quality management system. And we have 12 months quality warranty time. We testing the machine performances before each delivery. Jwell service engineers will always be here for anything you needed.
Usually it takes about 1 – 4 months depends on different machinery upon receipt of order advance payment.
Once clear your requirements and determined extrusion line is ideal for you. We will send technical solutions and Proforma Invoice to you. You can pay via TT bank transfer, LC as you like.
One. We provide both customized extrusion lines and technical solutions. Welcome contact with us for technical innovation or improvements for your future purchasing plan.
We produce more than 2000 advanced extrusion lines every year world wide.
We can send the small spare parts by air express for urgent matter. And the complete production line by sea to save the cost. You can either use your own assigned shipping agent or our cooperative forwarder. The nearest port is China Shanghai, Ningbo port, which is convenient for maritime transportation..
Yes, we support our business partners by pre-after sale service. Jwell has more than 300 technical testing engineers traveling world wide. Any cases would be responded with prompt solutions. We provide training, testing, operation and maintenance service for a life time.
Certificates
Certified By: SGS
Extrusion Down Stream Equipment
2015-07-23 ~ 2020-07-23
Certified By: SGS
Extrusion Down Stream Equipment
2015-07-23 ~ 2020-07-23
Certified By: SGS
Extrusion Down Stream Equipment
2015-07-23 ~ 2020-07-23
Certified By: SGS
Extrusion Down Stream Equipment
2015-07-23 ~ 2020-07-23



Certified By: Other
Design, Development, Manufacture And Sales Of Intellectual Property Rights Management For Plastic Machine
2016-06-14 ~ 2019-06-13
Certified By: Other
Design, Development, Manufacture And Sales Of Plastic Pipe And Sheet Extrusion Production Line
2018-11-20 ~ 2021-11-19
Certified By: Quality Austria Training, Certification and Evaluation Ltd.
Plastic Extrusion Line
2010-01-29 ~